Since the foundation in 2000, Bohai has been dedicating itself to be quality steel drum production line manufacturing enterprise with advanced technology and reduced production costs. Through dozens of years’ effort, Bohai has highly improved its competitiveness in the field and created a cooperative relation with our customers on the basis of mutual benefits.
To serve the barrel making companies well, Bohai not only offers high speed, medium speed and low speed packaging barrel production lines, but also all the equipment in complete metal drum making line for easier changeover of parts.
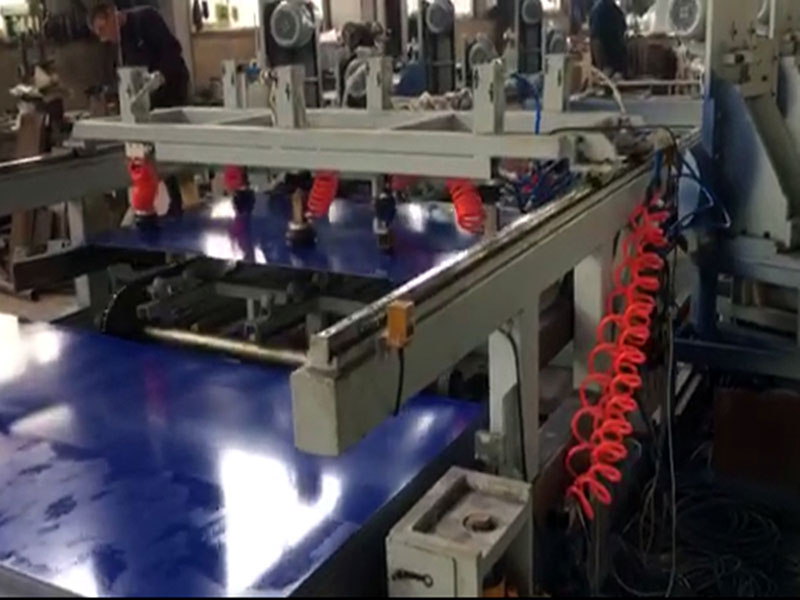
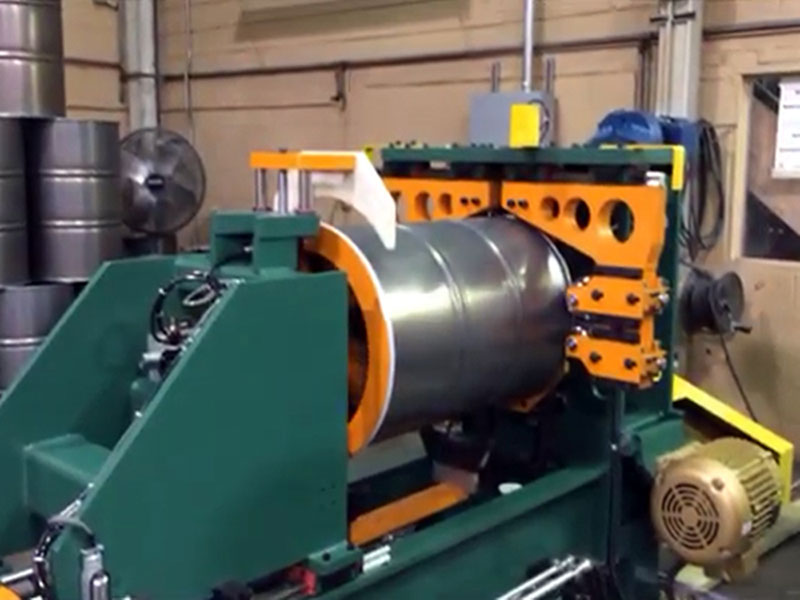
Metal Drum Seam Welding Making Machine
Metal packaging drum seam welding machine, essential equipment in barrel production line, welds steel barrel body sheet together to form the barrel body. The quality at weld line directly decides the quality and the utilization rate of steel barrels. Commonly used seam welding making machine can either be whole automatic or semi-automatic. And you can pick up the appropriate one based on the production capacity of your steel drum production lines.
1. Fully Automatic Frequency Conversion Welding Machine
2. Semi-Automatic Frequency Conversion Welding Machine
3. Spot & Seam Welding Machine
Manual Spot Welding Machine
Manual Seam Welding Machine
Other Auxiliary Equipment for Metal Barrel Production Line
CNC Uncoiling and Flattening Misplaced Pressing Line
Open Steel Drum Steel Drum Hoop Machine
Feeding Milling Edging Machine
Steel Drum Reducing Machine
High Cleanliness Steel Drum Heat Printing Machine
Steel Drum Injection Plug Making Machine
Auto Inside Cleaning Machine for Steel Drum
Auto Cleaning Machine for Steel Barrel Body Sheet
Auto Outside Cleaning Machine for Metal Barrel
Screen Printing Machine
Effective Measures to Avoid Cold Crack in Weld Line
Based on years of experience in manufacturing steel drum production line, the vast majority of cold cracks may cause brittle failure.
Reduce Hydrogen Content When Selecting Raw Materials for Steel Drums. Choose materials with low hydrogen content, and thoroughly clean the oil, rust, oxide coating, impurities with hydrogen, and other contaminants before welding, and make sure that the welding area of the steel drum is clean, free of impurities, oil, and rust.
Choosing Raw Materials with Low Hardness. Use steel sheets containing a significant amount of low hardenability alloy elements; Design welding processes to avoid rapid cooling; Increase the preheating temperature, adopt post heating, and ensure that the interlayer temperature is not less than the preheating temperature; Select steel plates with less carbon content, which are softer and less prone to brittle cracking.
Measures to Reduce Restraint Stress:
a. A thorough cleaning of oil, rust, oxide coating, hydrogen containing impurities and etc. at welding line and preheating before welding can reduce restraint stress, thereby reducing the occurrence of cold cracks.
b. After welding the steel drums, timely hydrogen elimination, one of the heat treatment measures, allows heat preservation for weld line and ensures a slow cooling process.
c. Steel barrels’ welding area need to be clean and of even thickness. The welding wheels may undergo a forced cooling with external cooling water in some barrel making companies, which causes sharp cooling and easily leads to cracking at the weld line.